
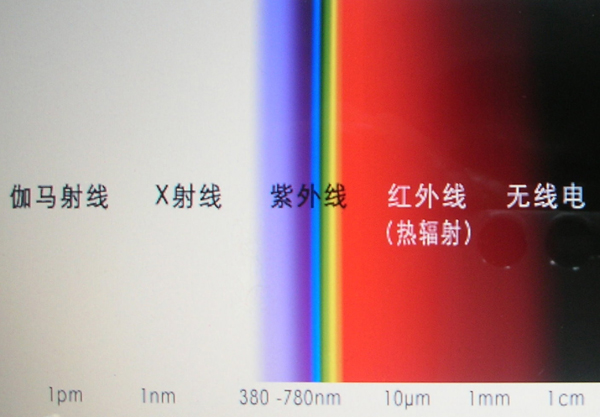
电磁波的光谱(波长)
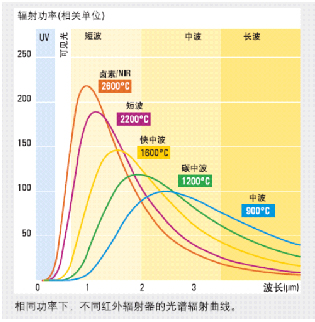
光线是一种幅射电磁波,透过电磁波来传递能量,所有可能的电磁波合称”电磁波光谱”,这个光谱依不同的频率及波长段赋予不同的名称,如高能量波段的伽玛射线,X光,然后是紫外线跟可见光区、红外线、微波及电波,而红外线的波长就在780nm至1mm之间,但可产生有效热辐射的区域分为3部份:
短波红外线的波长在780nm至2 μm之间
中波红外线的波长在2μm至3.5 μm之间
长波红外线的波长在3.5μm 至5 μm之间之间
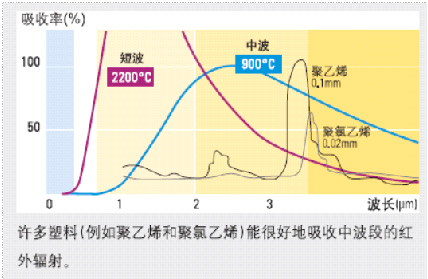
红外线的特性是会被分子振动吸收,分子内部的原子会因而增加振动的振幅产生热能,这振动带宽称为指纹带宽,就是指一种材料的分子结构对幅射热可吸收的波长,所以能跟红外幅射可相匹配的材料就可以吸收幅射热,例如塑料通常可吸收幅射热的带宽在2um以上。
而红外线熔接塑料的原理就是高温幅射源(红外灯管)经 电磁波传导幅射至低温物体(塑料工作件),除了少部份能量 会被反射或穿透对象外,大部份能量都会被吸收(如下图示) ,让原子吸收幅射振荡发热后产生融熔效果再加压接合!
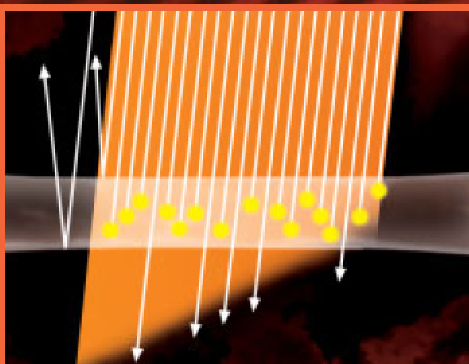
这种利用幅射热能让自体对象发热,不但可避免工件表 面因接触而损伤(非接触性加工),在利用其各不同指纹带宽 来精确控制加工温度!
传统热板焊接存在能耗高、热副作用大等弊端,而振动 摩擦焊接在焊接过程中易产生颗粒物和细丝,且焊缝不美观 等,因此国外开始发展红外线焊接技术来克服上述两种焊接 方式的缺点,并已经大量运用在汽车塑料零组件及车灯壳的 焊接,京华超音波有鉴于此项产品进口昂贵及因应国内市场 需求,也致力开发此项产品,如今以取得技术上的突破并成 功开发出红外线焊接设备。
红外线焊接是利用非接触式的宽带红外线对热可塑性塑料直接幅射加热,采用的是红外线灯管幅射加热技术,利用精确的控制沿着需焊接工件的轮廓来做焊接,其幅射属于中波段红外线范围(相当于常见热可塑性材料可吸热的谱范围)
,效率远高于热板式焊接,且反应时间短。另外焊接长度比较不易受限,甚至可做几米长度的焊接。
红外线焊接优点如下:
维护成本低
非接触性焊接可避免塑料沾黏在模具上
焊接缝比较细致
快速启动,不需暖机时间
精确的温度控制
干净的焊接区域