铜·铝材料的连接线、端子、薄膜叠层的焊接!
-
弹簧加压的自动追随机构(专利产品)
压力追随反应能力极强,抑制焊咀与工件之间的滑动、降低超声波能量的损失及焊接气体的产生。 -
高强度刚性压力机构
变形小、保持均一的接合面压力 -
超声波振荡频率自动跟踪方式(独自采用)
高负载情况也可以实现稳定的振动振幅 -
高性能深度控制(1μm分辨率线性比例)
实现工件的沉降量、工件高度连动的振荡控制 -
四种振荡控制方式
时间、工件沉降量、工件高度、施加能量 -
弹簧加压追随机构
焊接事例

管理方便、操作简单、对应自动化
-
管理方便的图像监测功能
- 超声波峰值输出
- 超声波能量
- 工件沉降量
- 工件高度
-
操作简便易行的清晰显示屏
- 7英寸触摸屏
- 直观的操作
- 图像解析显示
-
串行通信接口(RS-232C)进行数据设定/管理
- 焊接条件
- 监测值
- 判定结果
操作画面
焊接条件设定画面
规格
超声波振荡器
| 项目 | |
|---|---|
| 最高输出 | 3,500W |
| 频率 | 20kHz |
| 振幅 | 可调(30~100%, 1%单位) |
| 制御模式 | 时间/深度/高度/能量 |
| 电源 | AC200V 3Φ |
| 振荡方式 | 频率自动跟踪(ATHMOS) |
| 尺寸/重量 | W250 x D450 x H375mm Approx. 20kg |
超声波焊头
| 项目 | |
|---|---|
| 压力追随机构 | 弹簧+气动 |
| 压力 | 1,700N~3,700N |
| 行程 | 50mm |
| 供气压力 | 0.5MPa(清洁空气) |
| 尺寸/重量 | W380 x D600 x H935mm Approx. 102kg (不包括焊咀、工作台) |
焊接原理

与熔接不同。超声波振动可除去金属表面的氧化层和不纯物,利用金属原子间的引力实现固相熔接状态。
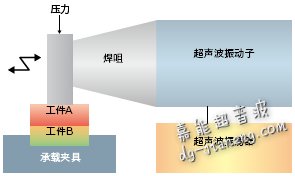
基本结构
焊接流程图