
-
点焊将需要焊接的成型件齐平叠放在一起,无需事先准备焊接点,无需导能角。将焊头尖端穿过上部板直到下部并将两个部件中的塑料塑化。产生的熔化物聚集在分界缝中,并在那里形成局部的点状连接。
-
点焊
-
卷边
在某些时候铆钉无法穿过部件。这时卷边便是合适的替代办法。卷边工艺中,焊头的正面必须要形成相应的形状。过程步骤和循环时间与铆接一致。在为大型部件,甚至是大型部件整个边长进行变形处理时,利用超声波的卷边工艺即可轻松实现。
-
卷边
-
铆接
通过超声波铆接能够将热塑性塑料与金属或不可焊接的部件快速清洁地连接在一起。这样就不再需要额外 的连接元件。铆接过程中产生的热能可以通过空气冷却的焊头迅速排出。在基本的铆接过程后,系统会在预设的保持时间内,使熔化物在静压力下完全凝固。这种方 式避免了回弹的出现并实现了无缝连接。
-
点焊
-
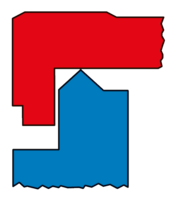
阶梯焊缝
这种焊缝样式在注塑模具中相对易于实现。对于非结晶塑料,这种焊缝类型能够形成外表无瑕疵、高强度且完全密封的连接。其他优点还包括:部件自动对中、承受高的剪切力和拉力。
-
阶梯焊缝
-
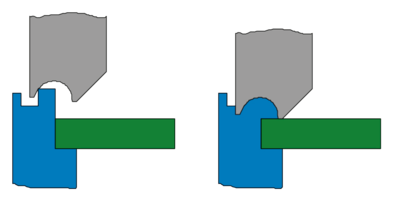
舌槽焊缝
舌槽焊缝连接在通常情况下可实现最高的强度。公差极小的间隙会产生毛细效应,形成的熔化物会将整个焊缝区域填满。这种焊缝类型要求壁厚相对较大,只要条件许可便一律推荐使用。
-
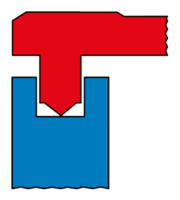
舌槽焊缝
-
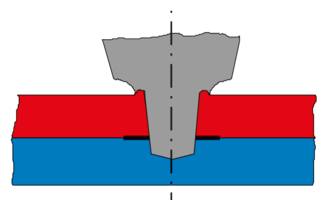
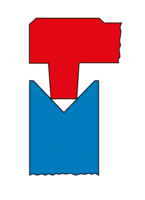
剪切焊缝
对于壁厚极薄的部分结晶塑料,剪切焊缝的应用已十分成熟。这种焊缝类型能够在焊接深度较大时实现密封且高强度的焊接。
-
剪切焊缝
-
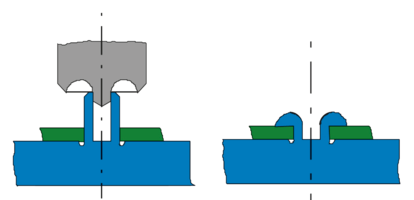
薄壁焊线
这种焊缝样式建议在部件壁厚小于 1.5 mm 时使用。它有着良好的自主对中能力,由此能产生确切的焊缝支撑层,确保在焊接后具有很高的强度。要注意的是,焊缝必须准确匹配,注塑也务必要精准。
-
薄壁焊线