距前一次新发振系统开发已经超过5年了,这期间使用上的缺失, 都会做为本次改进的参考,超音波秉持着持续研发,精益求精的精 神不断的改善系统上的缺失,先进超音波系统的优点,再次
推出更稳定的发振系统,增强使用上的信赖度,满足客户对不同产品应 用的需求,这次新产品的开发不是要一昧的追求新的技术突破,而是要 给客户一个系统更可靠的超音波加工机械生产平台,所以对于此新系统
开发特点,特别介绍给所有旧雨新知了解,也欢迎所有业界先进不吝指 教!
新系统的介绍如下:
新一代超音波系统规格
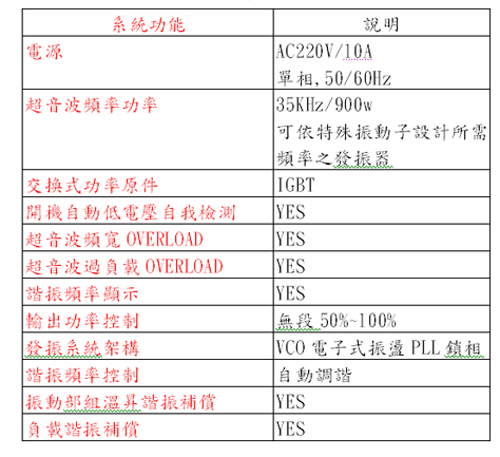
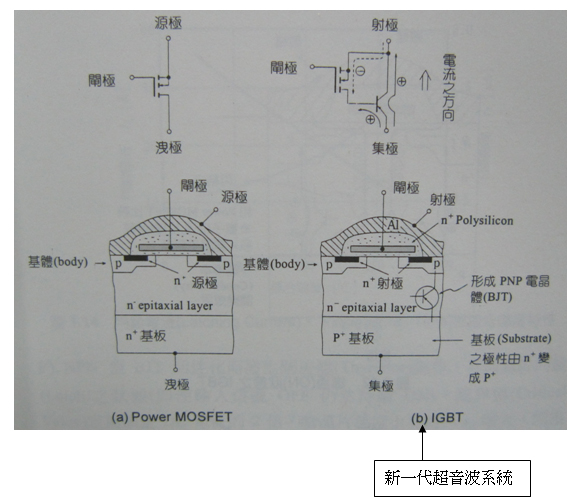
- 交换式功率原件
晶体因不正常动作所造成的故障,因为在以往使用MOSFET的使用量
为5组,当其中单一颗组件故障时,超音波系统即不能使用,现使用
IGBT为单一组或模块式,在耐电流方面比以往都增加许多,减少故
障因子。
- 开机低电压系统测试
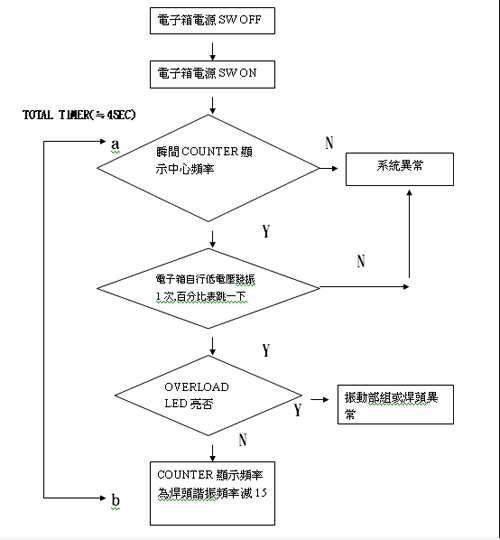
三、超音波频宽OVERLOAD及超音波过负载OVERLOAD
1、新一代超音波系统硬件架构内,建置一组频率与电压转换 线路,由转换电压之高低,即可知发振频率多少,并使用 此电压讯号作为与线路内定之频率上下限电压做比较,如
超出频率上下限电压即停止发振并亮OVERLOAD黄色LED。
(加强针对焊头及振动部组之断裂或故障之保护装置)
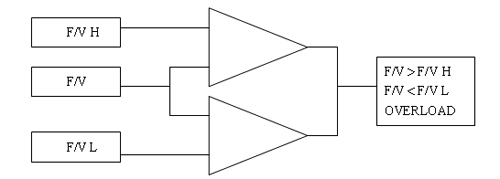
2、除了以上第1项外新一代超音波系统另有一组过负载之电压
检测线路。
当负载电压超过设定值,即起动保护线路,预防振动子或
其它组件受高压冲击而损坏。
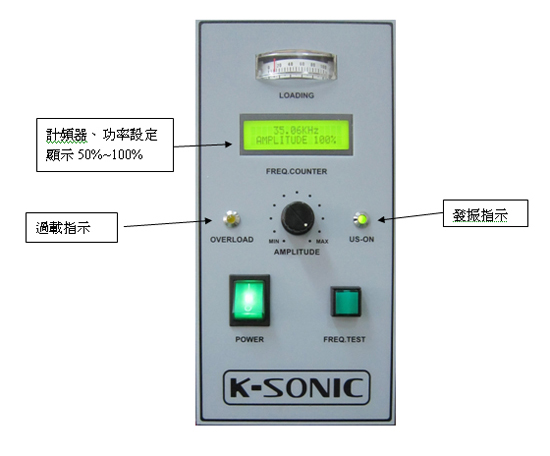
四、谐振频率显示
五、发振系统架构
新一代超音波系统为VCO电子振荡式 (PLL VCO) 由电压控制
超音波发振,经相位回授锁定线路利用”当超音波谐振时电
压与电流相位同相,无相位差之原理”。
电压回授 电流回授
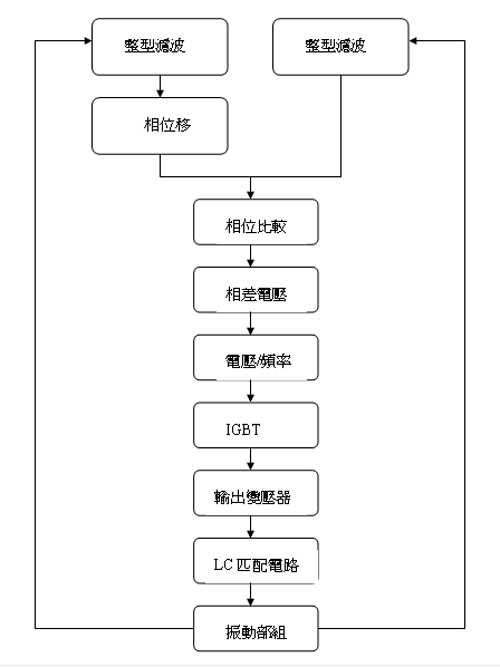
六、谐振频率控制
新一代超音波系统当超音波发振时会自动截取振动部组之电流
及电压相位作振荡波形每一周期之回授相位差比较,并将相位
差转换为电压再转换为频率,驱动IGBT。
七、振动部组温升谐振补偿、负载谐振补偿
当超音波振动部组锁附超音波焊头,作持续式超音波发振加工
时,如……超音波制被机、超音波花边机、超音波不织布加
工机、超音波卷标裁切机、超音波分条机、超音波CD套加工
、机超音波宝石加工机、超音波文书夹自动连续加工机、超
音波筛粉、超音波聚焦式洗净机、超音波车床、铣床、钻孔
、研磨及配置于自动化生产设备等,需持续发振或发振
DUTY CYCLE间隔时间相当短之超音波加工场合,超音波振动
部组及焊头之温升变化均相当大,但往往基于环境及使用方便
性及设备考虑,无法提供非常良好之空调散热,纵使有良好之
空调散热环境,亦会有一定程度之温升。
- 因振动部组及超音波焊头均为金属材质,当所有金属材质
外产生温升(内热式)
- 当超音波焊头发振加工时,加工物表面会因振动摩擦而产
头及振动部组。
3、超音波物理公式(λ=波长、c=物质音波传导速度、f=频率)
λ=c/f f=c/λ
当超音波焊头及振动部组发热时,基于热涨冷缩之原理,超
音波焊头及振动部组,波长会变长(即尺寸变长),由以上公
式可知,音速度不变(材质不变)之状况下当波长变长后,频
率势必下降,此时频率之漂移会更加速,严重者会造成系统
毁损。
- 当超音波加工时,一般均会以气缸、马达等传动机构带动
音波发振,(塑料熔接三大要素:时间、振幅、压力) 当振
动部组及焊头受压后之共振频率与空载之共振频率势必因
匹配线路阻抗之不同而产生变化,即谐振点位置会偏移。
5、由以上之分析新一代超音波系统因具备,谐振频率自动控
制之功能,所以针对以上温升及负载变化之情形亦能使超
音波系统自动工作于超音波加工时状况之谐振点。
八、关机滤波电容缓放电
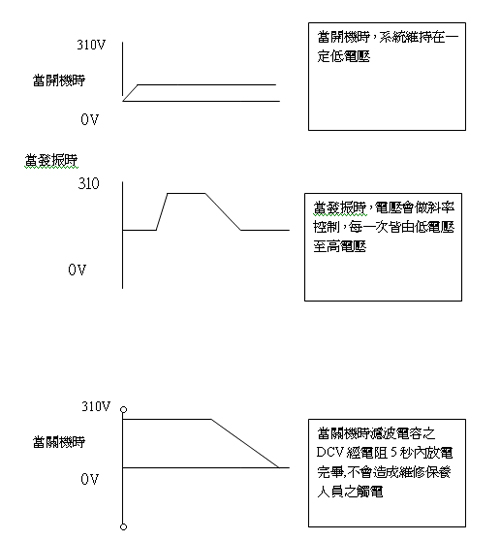
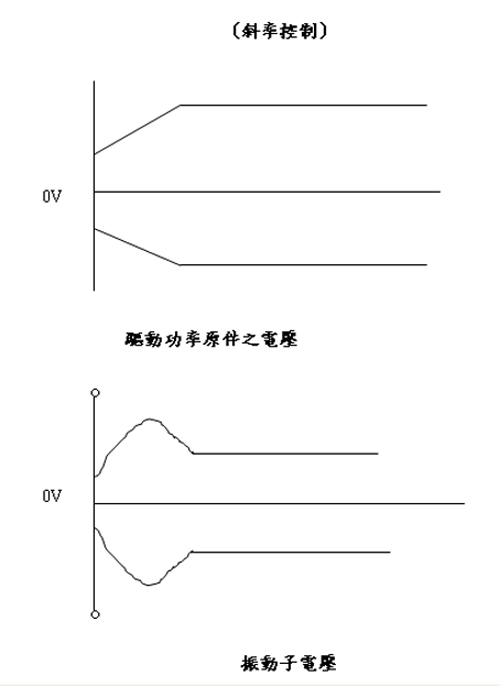
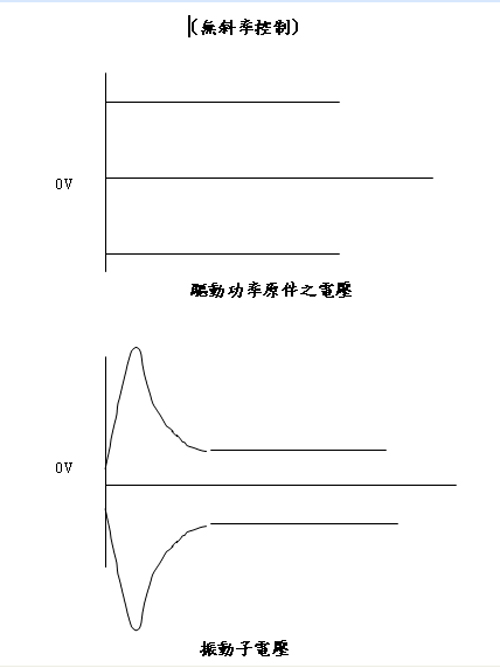
九、发振斜率控制
1、新一代超音波系统内部硬件架构,设有一组发振斜率电压
控制线路 (RAMP CONTROL),控制每次超音波发振之电压
上升曲线,避免发振脉冲过高造成零件损坏。
2、当超音波焊头由静止状态(不振动),到要瞬间使其谐振位
移振动,须非常大之动能,也就是说要提供振动子非常大
之电压(电能转为机械能),因此瞬间发振之电压脉冲非常
高(一般约Vpp2000~4000V之间)。